English
English  한국어
한국어  português
português  العربية
العربية  tiếng việt
tiếng việt  ไทย
ไทย  Malay
Malay  हिंदी
हिंदी  Indonesia
Indonesia  বাঙালি
বাঙালি  اردو
اردو 
What You Need to Know About Weaving Heddle?
Weaving heddle is also called weaving heald, it can be classified as wire heald/heddle and flat heald/heddle. Wire heddles, mostly nylon wire heddle and steel wire heddle, are used in shuttle loom. Flat heddle is for the use of shuttleless looms, the heddle is the route from which warp yarns enter weaving process. Therefore, warp yarns have a strict requirement for technical merit of weaving heddle. Here we will mainly talk flat steel heddle.
The Function, Criteria and Features of Flat Steel Heddle
1. Function of steel heddle during weaving
(1) Arrangement for warps; according to fabric structure, and warps will be threaded through heddle eyes by manual or by automatic drawing-in machine, lined up evenly and orderly.
(2) Formation of shedding; after warps threaded through eyelet, heald-lifting mechanism move up and down repeatedly to carry the warps to form shedding.
2. Criteria for flat steel heddle in weaving
(1) In high speed shuttleless loom speed can reach more than 800rpm, the heald eye drives warp yarn in strenuous motion, hence the steel heddles should have particular elasticity, tenacity, hardness and abrasive resistance.
(2) Body of steel should be flat with good uniformity, to increase warp-wise arrangement density so as to meet the requirement of high density lightweight fabric weaving, and ensure the fabric quality.
(3) Flat steel heddle should fit the height and thickness of upper heddle carrying rod and lower heddle carrying rod. Length of heddle should be accurate, and geometrical shape and limit deviation of healdloop(or heald ear) should have high precision, to avail the heddle moving smoothly and flexibly on the heddle rod, keep the shedding consistency, ensure the thread of warps, uniformity of arrangement.
(4) Heald eye should be smooth without blur or sharp edge, as it can easily fluff the yarn and even cause warp breakage; besides, heald eye should have certain torsional angle for the ease of warp threading.
(5) Water jet looms require a high requirement of water resistance and corrosion resistance, hence stainless steel material will be in top priority. As for heddles made of carbon steel, the surface should have electroplating treatment or other finishing, in order to enhance rust resistance and corrosion resistance.
3. Features of flat steel heddle
Compared with steel wire heald used in traditional shuttle loom, flat heddle has these features,
(1) Simple structure, easy to manufacture, suitable for automatic production;
(2) High strength, good elasticity and long working life;
(3) Since there is no twist in healdloop and heddle eye, the warp shedding can be larger, so that fabric quality is improved;
(4) The laminar structure of flat steel heddle can improve warp arrangement density, making it suitable for high density lightweight fabric;
(5) For heddles with heddle eye located below 10mm of center position, the center of balance will be lower, easy for automatic drawing-in machine work.
The Classification, Specification and Technical Requirements of Flat Steel Heddle
1. Classification of flat steel heddle
(1) According to structure difference, there are simplex heddle and duplex heddle; in simplex heddle, there are C type, J type and O type; in duplex heddle there are OP type, CP type and JP type.
(2) According to healdloop(or heddle ear), there are open type heddle and close type heddle.
(3) According to material use for manufacturing, there are carbon steel heddle and stainless-steel heddle.
2. Specification of flat steel heddle
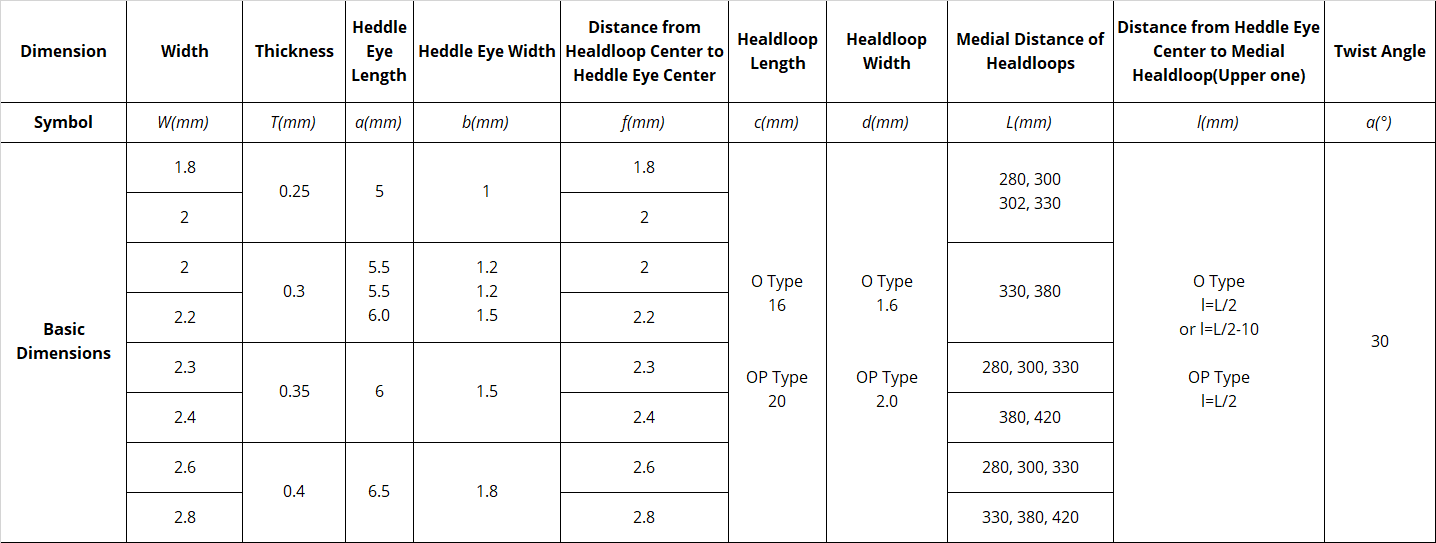
(1) Dimension of open type steel heddle as below,
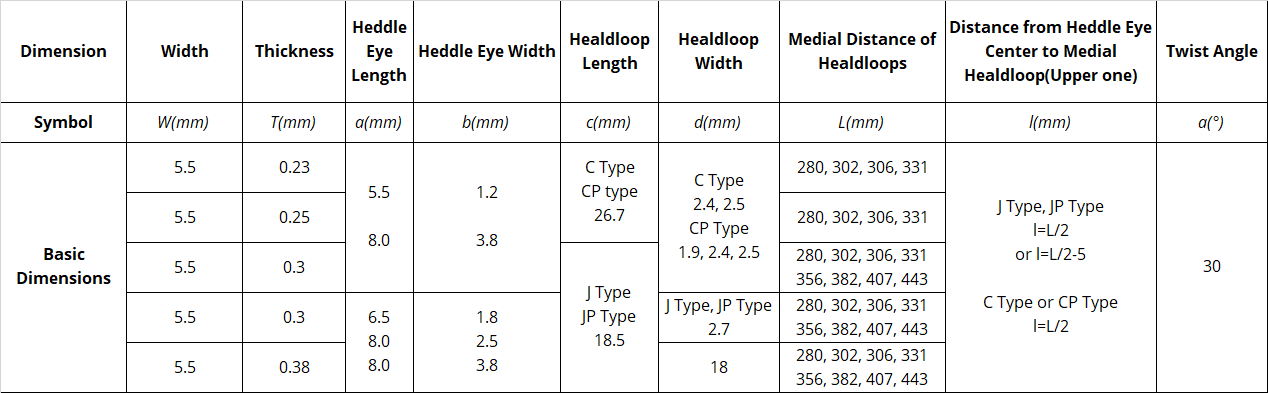
(2) Dimension of close type steel heddle see as below,
3. Technical requirements of flat steel heddle
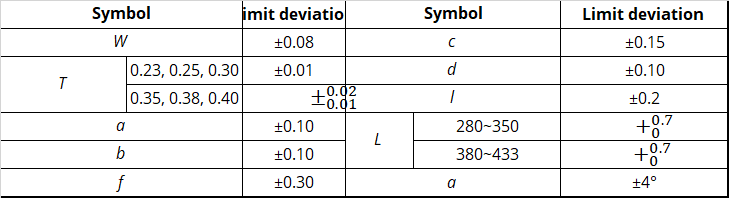
(1) Limit deviation of heddle basic dimension should conform to below listed requirement,
(2) Hardness of steel heddle; the hardness of O type, C type, CP type, J type, JP type, OP type should be 392~493 HV0.2; the hardness variation of same batch heddle should be within 60 HV0.2.
(3) Heddle should be smooth without blur, surface roughness of heddle eye to be Ra0.8μm, rest place surface roughness to be Ra1.6μm.
(4) Heddle made of carbon steel should have plating process on the surface, plating thickness should be more than 0.003mm, without peeling or blistering.
How to Choose Steel Heddle
1. The choose of steel heddle length
Length of steel heddle is related with warp shedding height; bigger shedding requires longer heddle, and smaller shedding uses shorter heddle. Length is calculated by below formula:
L=2.7xHxa
“L” refers to heddle length;
“H” refers to shedding height;
“a” refers to heald eye length.
2. The choose of heald eye
For C type, J type and O type;
(1) Shape and dimension of C type, J type and O type simplex heddle as below;
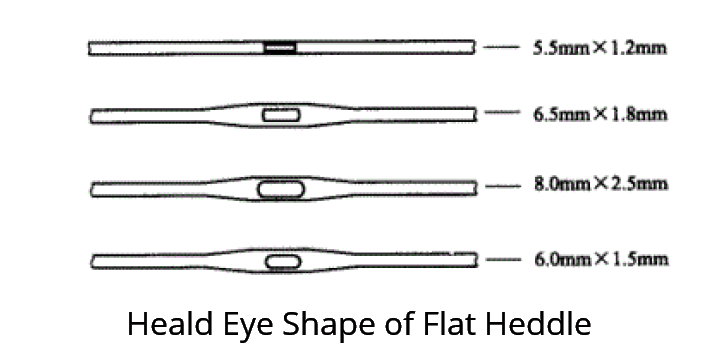

Dimension of Heald Eye
(2) In C type heddle, the heald eye is located at center of heddle; other position also can be customized as per different needs.
(3) In J type and O type, the heald eye is located 5mm above center of heddle; other position also can be customized as per different needs.
For C type and J type simplex heddle with deviated heald eye;
(1) Shape and dimension of deviated heald eye for C type and J type simplex heddle as below;
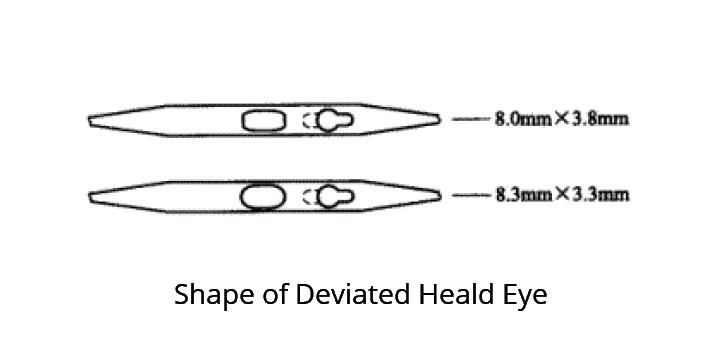

Dimension of Deviated Heald Eye
(2) Heald eye is located 5mm above center of heddle; other position also can be customized as per different needs.
For duplex heddle;
(1) Shape and dimension of deviated heald eye for CP type, JP type and OP type as below;
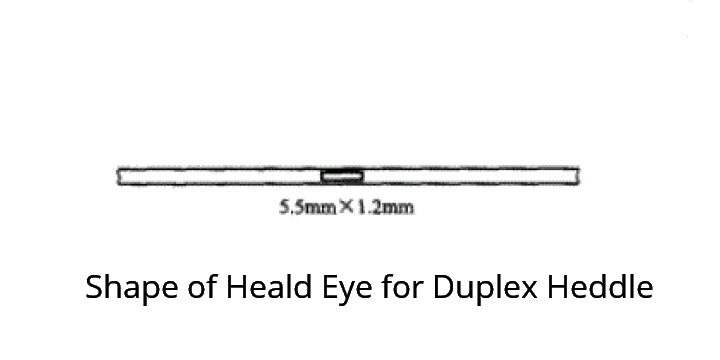

Dimension of Duplex Heald Eye
(2) Heald eye of CP type heddle is located at center of heddle; other position also can be customized as per different needs.
(3) Heald eye of JP type heddle is located 5mm above center of heddle; other position also can be customized as per different needs.
(4) Heald eye of OP type heddle is located at center of heddle, or 5mm above center of heddle, or 10mm above center of heddle.
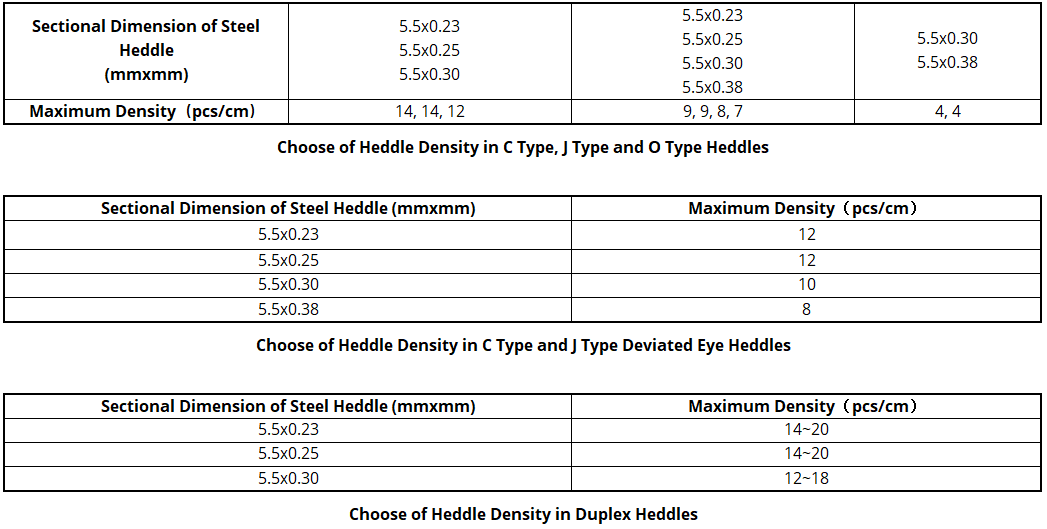
3. The choose of steel heddle density
Heddle density means when fabric is ready to weave, the number of heddle in each 1cm distance of the heddle rod. Excessive heddle density will increase friction between heddle and warp; while insufficient density will increase heddle frame quantity, and cause big tension difference between front and backside heddle frames; meanwhile, the increase of space for heddle movement on rod will speed up healdloop wearout.
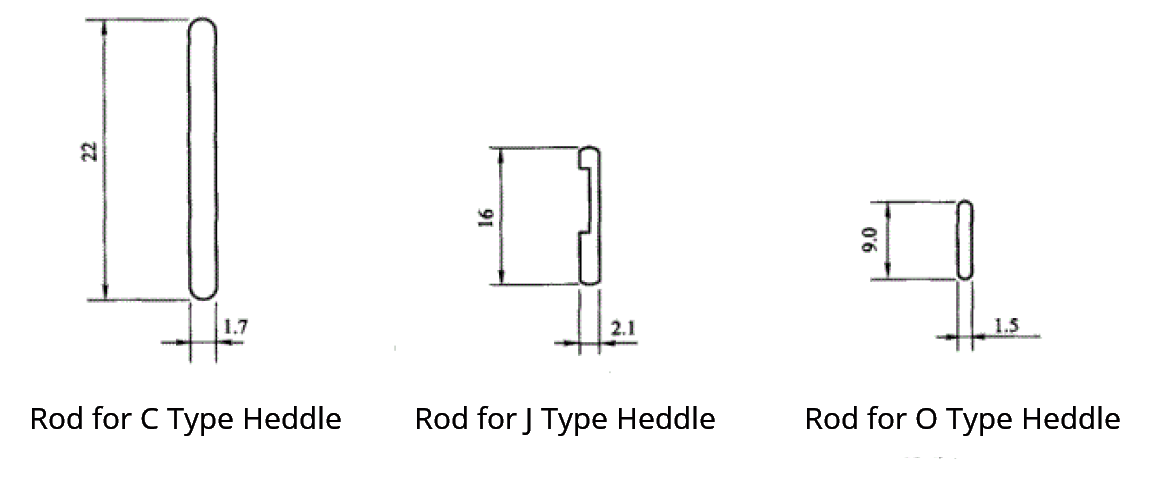
4. The choose of heddle structure
The heddle structure should match cross section of heddle rod, see below;
5. Abnormal damage of steel heddle and its reason
(1) The reason of heald eye wearout—sand grains or hard material existing in sizing agent;
(2) The reason of heald eye strain and deformation—heddle drawing-in hook not fit with heddle eye dimension;
(3) Abrasion and crack of healdloop—surface of heddle rod is rough or heddle rod not fit well with healdloop. Oversize heddle rod cause the cooperation with healdloop too tight; or the the falling of heddle rod causes heddles collide with each other and abrade;
(4) Deformation of steel heddle—misoperation in warp removing, transportation, cleaning or storage process.
6. Defects caused by poor flat heddles
(1) Roughness of heald eye will scratch warps and even cause warp breakage.
(2) Malposition of healdloop will cause warp breakage.
(3) Heddle size difference or bending heddle will affect heddle movement on the rod, cause strip shadow.
(4) Dirty heddle surface will cause fabric defects during weaving.
How to Maintain and Manage Steel Heddle
1. The maintenance of steel heddle
(1) After warps and heddles are removed, clean the dirt on the heddle, by manual or heddle brush machine.
(2) Arrange and straighten the heddles one by one, repair heald eye shape and angle, get rid of defective heddles.
(3) Replace new heddles with defective ones, make sure the angle, direction of heddle eye and healdloop are same as before.
(4) Assign specific person responsible for the heddle, inspect as per stipulated norms and standards, defective heddles must be repaired or replaced in time.
2. Management of steel heddle
(1) Incoming inspection. Following inspections should be conducted for the quality of heddle;
a. Inspect heddle length, healdloop dimension, heddle eye dimension, thickness of heddle;
b. Inspect the angle between heddle eye and healdloop;
c. Inspect heddle surface quality and finishing;
d. Inspect the elasticity.
(2) Operation management
a. Each time the heddles are dismounted, arrangement need to be conducted;
b. New and old heddles to be used separately; high-grade fabric to use new heddles, low-grade fabric to use old heddles.
(3) Warehouse management
a. Steel heddles must be kept indoor and dry, with a good ventilation, temperature to be controlled with 28~30℃, relative humidity within 50%~55%;
b. Heddles should be restored as per specification and classification;
c. The stack height should be controlled to prevent deformation from pressure;
d. First come, first used; to avoid heddle storing for long time;
e. Conduct regular inspection.